Custom Die Casting Service
Direct source -Custom die casting service manufacturer for auto parts, LED light housing, electrical enclosure, medical equipment parts, garden ornamental castings, kitchen appliance knobs, door handles, custom diecast cars, etc.
High-Quality Die Cast Metal Parts. Custom Die casting service for customized metal parts and products with fast turnaround times.
- Strict Tolerance down to ± 0.004'' (0.1 mm)
- ISO 9001:2015 accredited manufacturing partner
- 7/24 technical support
What you can know from this page
What is Die casting?
Die casting is a metal casting process that is characterized by the use of a mold cavity to apply high pressure to molten metal. That is, it’s a process where melted metal is put under high pressure using a special mold to make a desired shape.
The mold is usually made out of a strong metal alloy using a process that is similar to injection molding. Most die castings are iron-free, such as zinc, copper, aluminum, magnesium, lead, tin, and lead-tin alloys and their alloys. For die casting, two types of machines are used, either a cold chamber die casting machine or a hot chamber die casting machine is used.
Die casting is a manufacturing process that requires specialized machinery and equipment and mold to produce complex shapes. Die Casting equipment and molds are expensive, so the die casting process is generally only used to manufacture large quantities of products in bulk.
It is relatively easy to manufacture die-cast parts, which generally require only four major steps and very low individual cost increments. It is particularly well-suited for producing small to medium-sized castings in large quantities, which is why it is one of the most commonly used casting processes. Compared to other casting techniques, die casting results in a flatter surface and higher degree of dimensional consistency.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

The History of Die casting
In 1838, die-casting equipment was invented for the production of movable type printing molds. The first patent associated with die casting was issued in 1849; it described a small, manual machine used to create lead type for printing presses. In 1885, Otto Mergenthaler invented the Linotype machine, which could cast an entire line of text into a single lead type. This innovation brought unprecedented advancements to the printing industry. As the printing industry moved into large-scale industrialization, the traditional hand type-setting was replaced by die casting. Around the year 1900, type casting entered the market, further enhancing the automation of the printing industry. It wasn’t uncommon to see over a dozen die-casting machines within a newspaper office. With the steady growth of consumer products, Otto’s invention found increasing applications. Die casting was employed to mass-produce component parts. In 1966, General Dynamics invented the precision high-speed die casting process, sometimes also referred to as dual-plunger die casting.
Die Casting Process
The traditional die casting process can be distilled down into four key steps, also known as high-pressure die casting. These steps include mold preparation, filling, injection, and shaking out, forming the backbone of various modified die casting methods.
In the preparatory stage, a lubricant is sprayed into the mold cavity. This slick helper not only assists in temperature control but also facilitates the release of the castings from the mold. With the mold now primed and ready, it’s time to close it up and inject the molten metal under high pressure, ranging from approximately 10 to 175 megapascals. Once the metal has completely filled the mold, the pressure is maintained until the casting solidifies. Following this, a shot rod expels all the castings, and with multiple cavities in a single mold, each casting process can produce multiple parts.
The shakeout stage requires separation of residues, which include the casting gates, runners, sprues, and flash. This is typically achieved by squeezing the castings through a special trimming mold. Other shakeout methods include sawing and grinding. Fragile sprues can be broken off manually, saving labor. Excess gates can be recycled after melting. The usual yield rate is approximately 67%.
High-pressure injection results in extremely fast mold filling, which ensures the molten metal fills the entire mold before any part solidifies. This method also avoids surface discontinuity, even in difficult-to-fill thin-walled sections. However, it may lead to air entrapment because the air has difficulty escaping during rapid mold filling. Venting along the parting line can alleviate this issue, but even the most precise process may leave porosity in the center of the casting. Most die castings can be finished through secondary operations that can’t be achieved via casting, such as drilling and polishing.
Once the shakeout is completed, defects can be inspected. The most common defects include short shots and cold shuts. These could be caused by inadequate mold or melt temperature, contamination of the metal, insufficient venting, or excessive lubricant. Other defects include porosity, shrinkage, hot tears, and flow marks. Flow marks are traces left on the casting surface by gate defects, sharp corners, or excessive lubricant.
Water-based lubricants, known as emulsions, are the most common type used due to health, environmental, and safety considerations. Unlike solvent-based lubricants, if the minerals in the water are properly removed, it won’t leave byproducts in the castings. Improper water treatment can lead to casting surface defects and discontinuity. There are four primary types of water-based lubricants: water-extendable oils, oil-extendable waters, semi-synthetic, and synthetic. Water-extendable oils are the best because when using the lubricant, the water cools the mold surface by evaporating while depositing oil. Typically, the ratio for this type of lubricant is 30 parts water to one part oil. However, in extreme cases, this ratio can reach 100:1.
Oils that can be used as lubricants include heavy oils, animal fats, vegetable fats, and synthetic greases. Heavy residual oil is highly viscous at room temperature, but under the high temperatures of die casting, it forms a thin film. Other substances can be added to the lubricant to control the emulsion viscosity and thermal properties, including graphite, aluminum, and mica. Other chemical additives can prevent dust and oxidation. Emulsifiers can be added to water-based lubricants, allowing oil-based lubricants to be added to water, including soap, alcohol, and ethylene oxide.
Traditionally, common solvent-based lubricants included diesel and gasoline. They helped the casting release, but small explosions occurred during each die casting process, causing carbon to accumulate on the mold cavity walls. Compared to water-based lubricants, solvent-based lubricants are more uniform.
Machinery & Equipment
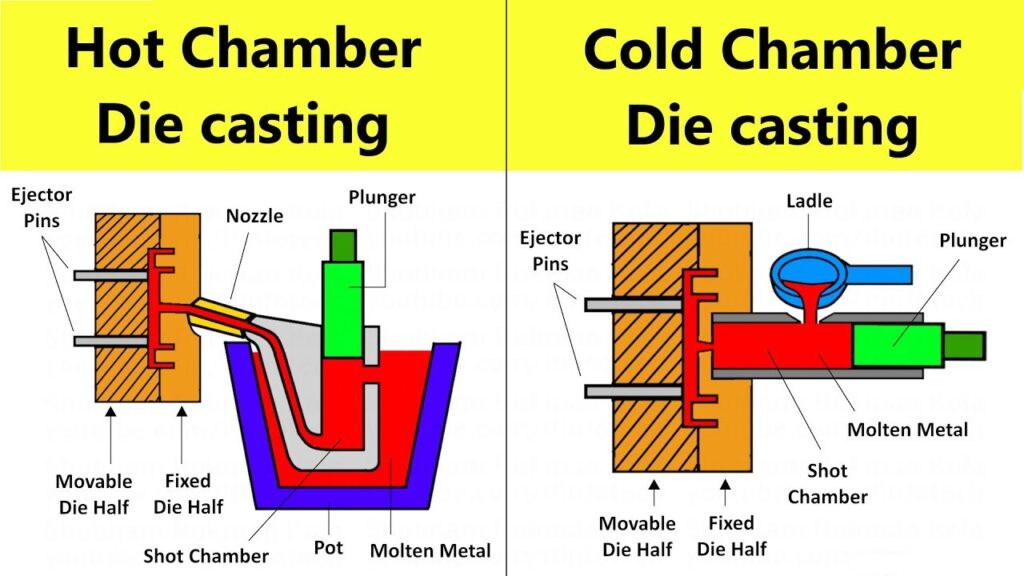
Die casting machines primarily come in two different types: hot chamber and cold chamber die casting machines, with the distinction lying in the amount of force they can handle, typically ranging between 400 and 4000 tons.
Hot Chamber Die Casting
Hot chamber die casting, sometimes referred to as gooseneck casting, has a pool of molten, semi-liquid metal inside it that fills the mold under pressure. At the start of the cycle, the machine’s piston is retracted, allowing the molten metal to fill the gooseneck. The metal is then pushed into the mold by a pneumatic or hydraulic piston. The advantages of this system include fast cycle speed (about 15 cycles can be completed per minute), easy automation, and the convenience of melting the metal. However, the downside is that it can’t be used for high-melting-point metals, nor for aluminum, because aluminum would carry the iron out of the melting pool. Hence, hot chamber die casting machines are typically used for alloys of zinc, tin, and lead. Furthermore, hot chamber casting is difficult to employ for large castings and is usually reserved for smaller ones.
Cold Chamber Die Casting
When die casting metals that can’t be processed in a hot chamber, cold chamber die casting is employed, including for aluminum, magnesium, copper, and zinc alloys with a high aluminum content. In this process, the metal must first be melted in a separate crucible. Then, a certain quantity of the molten metal is transferred into an unheated injection chamber or nozzle. The metal is then injected into the mold via hydraulic or mechanical pressure. The biggest drawback of this process is the long cycle time due to the need to transfer the molten metal into the cold chamber. Cold chamber die casting machines also come in vertical and horizontal versions. Vertical die casting machines are generally smaller, while horizontal ones come in a variety of models.
Molds
Die casting molds consist of two parts: the cover and the ejector, which join at a point called the parting line. In hot chamber die casting, the cover has the sprue, while in cold chamber die casting it has the injection port. The molten metal enters the mold here, and this part matches the shape of the injection nozzle in hot chamber die casting or the injection chamber in cold chamber die casting. The ejector typically includes a plunger and a runner system, the latter being the channel between the sprue and the mold cavity that the molten metal passes through to reach the cavity. The cover is usually attached to a fixed or front platen, while the ejector is connected to a movable platen. The mold cavity is split into two cavity inserts which are independent components and can be easily removed or installed from the mold via bolts.
The mold is specially designed so that when it opens, the casting stays in the ejector half. In this way, the ejector pins will push out the casting, typically driven by the platen, which accurately applies the same amount of force to all the pins simultaneously to prevent damage to the casting. After the casting is ejected, the platen retracts, pulling all the pins back to prepare for the next casting cycle. Since the casting is still at a high temperature when it is ejected, there need to be enough ejector pins to ensure that the pressure on each one is small enough not to damage the casting. However, the pins do leave marks, so their placement must be carefully designed not to affect the functioning of the casting too much.
Other components in the mold include core slides and the like. Cores are used to create holes or openings in the casting and can also be used to add detail to the casting. There are mainly three types of cores: fixed, movable, and loose. Fixed cores run parallel to the direction of casting ejection from the mold and are either fixed or permanently connected to the mold. Movable cores can be positioned in any direction other than the ejection direction, and before the mold is opened after the casting solidifies, they must be removed from the cavity with a special device. Slides are similar to movable cores, but can be used to create undercut surfaces. Using cores and slides in die casting significantly increases costs. Loose cores, also known as pickouts, can be used to create complex surfaces, such as threaded holes. Before each cycle, the slides must be manually installed, and then they are ejected with the casting. Then the loose core is removed. Loose cores are the most expensive type of core because their production requires a lot of labor and they increase cycle time.
The vents are usually thin and long (about 0.13mm) so that the molten metal can cool quickly and reduce waste. In die casting, risers are not needed because the high pressure of the molten metal ensures a continuous flow into the mold from the sprue.
Due to temperature factors, the most important material characteristics for molds are thermal shock resistance and softness, with other features including hardenability, machinability, hot crack resistance, weldability, usability (especially for large molds), and cost. The life of a mold is directly dependent on the temperature of the molten metal and the time of each cycle. Molds for die casting are usually made of hard tool steel because cast iron cannot withstand the enormous internal pressure, so molds are expensive, leading to high tooling costs. Metals die-casted at higher temperatures require even harder alloy steel.
The main defects that can occur during die casting include wear and erosion. Other defects include hot cracking and thermal fatigue. Hot cracks occur when the mold surface has defects due to large temperature changes, while thermal fatigue results in defects on the mold surface after excessive use.
Metals used in die casting
The minimum section sizes and minimum draft angles for various materials are as listed in the following table, and the maximum section should be less than 13 millimeters (0.5 inches).
Metal – Minimum Section – Minimum Draft Angle
Aluminum alloys – 0.89 mm (0.035 in) – 1:100 (0.6°)
Brass and bronze – 1.27 mm (0.050 in) – 1:80 (0.7°)
Magnesium alloys – 1.27 mm (0.050 in) – 1:100 (0.6°)
Zinc alloys – 0.63 mm (0.025 in) – 1:200 (0.3°)
The metals primarily used in die casting include zinc, copper, aluminum, magnesium, lead, tin, and tin-lead alloys.
While die casting iron is rare, it is feasible. Special die-casting metals include ZAMAK, aluminum-zinc alloys, and the American Aluminum Association standards: AA380, AA384, AA386, AA390, and AZ91D magnesium. The characteristics of various metals during die casting are as follows:
Zinc: The easiest metal to die cast, it’s economical for small parts, easy to plate, high compressive strength, ductility, and long casting life.
Aluminum: Lightweight, high dimensional stability when producing complex and thin-wall castings, strong corrosion resistance, good mechanical properties, high thermal and electrical conductivity, maintains strength at high temperatures.
Magnesium: Easy to machine, high strength-to-weight ratio, the lightest of the commonly die-cast metals.
Copper: High hardness, strong corrosion resistance, best mechanical properties among commonly die-cast metals, wear-resistant, strength close to steel.
Lead and Tin: High density, extremely high dimensional accuracy, can be used for special anti-corrosive components. For public health reasons, this alloy cannot be used for food processing or storage equipment. Lead-tin-antimony alloys (sometimes containing a little copper) can be used to produce hand type in letterpress printing and foil stamping.
The weight limits for die casting with aluminum, copper, magnesium, and zinc are respectively 70 pounds (32 kg), 10 pounds (4.5 kg), 44 pounds (20 kg), and 75 pounds (34 kg).
Advantages :
Die casting has several advantages, including excellent dimensional accuracy of the cast parts. This accuracy typically depends on the casting material, with typical values being an error of 0.1 mm for the initial 2.5 cm size, and an additional error of 0.002 mm for each additional 1 cm.
Compared to other casting processes, the surface of its castings is smooth, with a fillet radius of about 1-2.5 micrometers. It can make castings with wall thicknesses of about 0.75 mm compared to sand casting or permanent mold casting. It can directly cast internal structures, such as thread inserts, heating elements, and high-strength bearing surfaces. Other advantages include reducing or avoiding secondary machining, fast production speed, castings with tensile strengths up to 415 megapascals, and the ability to cast metals with high fluidity.
Disadvantages:
The biggest disadvantage of die casting is its high cost. The casting equipment, molds, and mold-related components are all relatively expensive compared to other casting methods. Therefore, it is economical to produce a large number of products when manufacturing die cast parts.
Other disadvantages include: this process is only suitable for metals with high fluidity, and the casting weight must be between 30 grams and 10 kilograms. In conventional die casting, the final batch of castings always has pores. Therefore, no heat treatment or welding can be performed, because the gas in the gaps will expand under the effect of heat, leading to internal micro-defects and surface peeling.
Features:
Die casting, also known as pressure casting, is a casting method that pours molten alloy into a pressure chamber, fills the steel mold cavity at high speed, and allows the alloy to solidify under pressure to form a casting. The main features of die casting that distinguish it from other casting methods are high pressure and high speed.
- The metal liquid is filled into the mold cavity under pressure and crystallizes under higher pressure, with common pressures being 15-100 MPa.
- The metal liquid fills the mold cavity at a high speed, usually at 10-50 meters/second, and some can exceed 80 meters/second, (the linear speed of pouring into the mold cavity – the gate speed), so the metal liquid filling time is extremely short, about 0.01-0.2 seconds (depending on the size of the casting) to fill the mold cavity.
Die casting is a precision casting method, the die-cast parts have small dimensional tolerances and high surface accuracy. In most cases, the die cast parts can be assembled and used without machining, and parts with threads can also be cast directly. From general small parts such as camera parts, typewriter parts, electronic calculator parts and decorations, to complex parts of vehicles, locomotives, and airplanes, most are manufactured by die casting.
Failure Modes:
Damage:
During die casting production, the mold is repeatedly subjected to rapid heating and cooling, causing deformation between the molding surface and its interior, leading to repeated cyclic thermal stress. This can cause structural damage and a loss of toughness, leading to the appearance of micro-cracks, which continue to expand. Once a crack expands, molten metal may squeeze in, and the repeated mechanical stress accelerates crack propagation. Therefore, on the one hand, the mold must be fully preheated at the beginning of die casting. On the other hand, the mold must be kept within a certain working temperature range during the die casting production process to avoid early cracking failure. At the same time, it is necessary to ensure that there are no problems with the mold before and during production. In actual production, most mold failures are due to thermal fatigue cracking.
Fracture: Under the action of the injection force, the mold can crack at its weakest point, especially if marks from line scratching or electric machining on the mold forming surface are not polished, or at the corner of the molding. When grain boundaries have brittle phases or large grains, they can easily fracture. The expansion of cracks during brittle fracture is rapid, which is a dangerous factor for mold fracture failure. Therefore, on the one hand, all scratches and electric machining marks on the mold surface must be polished, even if they are in the pouring system part. On the other hand, the mold material used should have high strength, good plasticity, good impact toughness, and good fracture toughness.
Corrosion: As previously mentioned, commonly used die casting alloys include zinc alloy, aluminum alloy, magnesium alloy, and copper alloy, and there are also pure aluminum die castings. Zinc, aluminum, and magnesium are more active metal elements, and they have a good affinity with mold materials, especially aluminum, which is prone to mold adhesion. When the mold hardness is higher, the corrosion resistance is better, and if there are soft spots on the molding surface, it is not conducive to corrosion resistance.
There are many factors causing mold failure, including external factors (for example, casting temperature, whether the mold has been preheated, the amount of water agent spray, whether the size of the die-casting machine tonnage matches, excessive die-casting pressure, too fast sprue speed, whether the cooling water opening is synchronized with die-casting production, the type and composition of the casting material, the size and shape of the casting, the wall thickness, the type of coating, etc.) and internal factors (for example, the metallurgical quality of the mold material itself, the forging process of the blank, the rationality of the mold structure design, the rationality of the gating system design, the internal stress generated during mold machining (EDM), the heat treatment process of the mold, including various matching accuracy and surface smoothness requirements, etc.). If the mold fails prematurely, it is necessary to find out which internal or external factors are to blame to improve future performance. However, in actual production, corrosion is only a local problem of the mold. For example, the parts directly washed by the sprue (core, cavity) are prone to corrosion, and areas with lower hardness are prone to aluminum alloy adhesion.
Issues and Problems
Pouring and Overflow:
For the direct gate of the mold on the cold chamber horizontal die casting machine:
- The inner diameter of the pressure chamber should be selected based on the required specific pressure and the degree of fill in the pressure chamber. At the same time, the deviation of the inner diameter of the sprue bushing should be slightly larger than the deviation of the pressure chamber inner diameter to avoid problems such as the punch getting stuck or severe wear due to the sprue bushing and pressure chamber being off-axis. Also, the wall thickness of the sprue bushing can’t be too thin. The length of the sprue bushing should generally be smaller than the feed stroke of the injection punch to allow the coating to be released from the pressure chamber.
- The inner hole of the pressure chamber and the sprue bushing should be finely ground after heat treatment, then honed along the axial direction, with a surface roughness of ≤Ra0.2μm.
- The diverter and the cavity forming the coating, with a depth equal to the depth of the transverse gate and a diameter matching the inner diameter of the sprue bushing, has a 5° slope along the demolding direction. Using a coating guiding direct gate can improve the filling degree of the pressure chamber by shortening the effective length of the pressure chamber.
Mold requirements:
- The entrance of the transverse gate of the cold horizontal mold should generally be located above 2/3 of the inner diameter of the pressure chamber to prevent the metal liquid in the pressure chamber from entering the transverse gate too early under the action of gravity and beginning to solidify prematurely.
- The cross-sectional area of the transverse gate should gradually decrease from the direct gate to the sprue. If there is a cross-section enlargement, a negative pressure will occur when the metal liquid flows through, which is likely to inhale gas from the parting surface, increasing the vorticity of the metal liquid flow. The cross-sectional area of the outlet is generally 10-30% smaller than the inlet.
- The transverse gate should have a certain length and depth. The purpose of maintaining a certain length is to stabilize the flow and guide it. If the depth is not enough, the metal liquid cools quickly; if the depth is too deep, it slows down condensation, which affects production rates and increases the amount of material returned to the furnace.
- The cross-sectional area of the transverse gate should be larger than the cross-sectional area of the sprue to ensure the speed of the metal liquid entering the mold. The cross-sectional area of the main transverse gate should be larger than the cross-sectional area of each branch transverse gate.
- The bottom sides of the transverse gate should be rounded to avoid early cracks. The sides can have an incline of about 5°. The surface roughness of the transverse gate should be ≤Ra0.4μm.
Sprue:
- After the metal liquid enters the mold, it should not immediately close the parting surface, and the overflow and exhaust grooves should not directly impact the core. The direction of the metal liquid after it enters the mold should be along the ribs and heat sinks of the casting as much as possible, filling from the thick wall to the thin wall, etc.
- When selecting the sprue location, the path of the metal liquid should be as short as possible. When using multiple sprues, prevent the streams of metal liquid from merging and colliding after entering the mold, thereby causing defects such as vortex entrainment and oxidation inclusions.
- The sprue of thin-walled parts should be slightly smaller to ensure the necessary filling speed. The sprue should be set up for easy removal, and it should not cause damage to the casting body (overcut).
Overflow Trough:
- The overflow trough should be easy to remove from the casting and cause as little damage to the casting body as possible.
- When setting up exhaust grooves on the overflow trough, pay attention to the position of the overflow mouth to avoid prematurely blocking the exhaust grooves and rendering them useless.
- Several overflow ports should not be set up on the same overflow trough, or a very wide and thick overflow port to prevent cold liquid, slag, gas, coating, etc., in the metal liquid from returning to the cavity from the overflow trough, causing casting defects.
Design
When satisfying product functionality, it’s crucial to rationally design the die casting, simplify the die casting mold structure, lower the die casting cost, reduce die casting defects, and improve the quality of the die casting parts. Since injection molding technology originates from casting technology, die casting design guidelines are very similar to plastic part design guidelines in some respects. For a detailed reference on die casting part design, refer to the book “Design Guide for Manufacturing and Assembly” published by the Machinery Industry Press. (Written by Zhongyuan)
Rounding: The casting drawings often indicate requirements for unmarked rounding such as R2. When making the mold, we must not ignore these unmarked rounding requirements and definitely shouldn’t make it a clear angle or a rounding that’s too small. Casting rounding can make the metal liquid filling smooth, help the gas inside the cavity to be sequentially discharged, and can reduce stress concentration, extending the life of the mold. (The casting is also less likely to crack or develop various defects due to poor filling.)
Draft Angle: In the demolding direction, it is forbidden to have artificially caused side indentations (often when the casting sticks inside the mold during the trial mold, and incorrect methods are used to handle it, such as drilling and hard chiseling that causes local indentation).
Surface Roughness: The molding parts and the pouring system should be carefully polished as required, and should be polished along the demolding direction. Since the entire process of the metal liquid entering the pouring system from the pressure chamber and filling the mold cavity takes only 0.01-0.2 seconds, it’s important to reduce the resistance of the metal liquid flow and make the pressure loss as small as possible, requiring a high degree of smoothness on the surfaces it flows over.
The hardness of the mold molding part: Aluminum alloy: around HRC46° Copper: around HRC38°
During processing, the mold should be left with a margin for repair as much as possible, made to the upper limit of the size to avoid welding.
Fluidity:
Fluidity refers to the ability of an alloy in liquid form to fill a mold. The degree of fluidity determines whether the alloy can be used to cast complex parts. Among aluminum alloys, eutectic alloys have the best fluidity.
Many factors influence fluidity, primarily composition, temperature, and the presence of solid phase particles such as metal oxides, metal compounds, and other pollutants in the alloy liquid. However, the fundamental external factors are the pouring temperature and pouring pressure.
In actual production, with a confirmed alloy, apart from enhancing the smelting process (refining and slag removal), it’s also necessary to improve the mold processability (sand mold permeability, metal mold exhaust, and temperature), and increase the pouring temperature without affecting the quality of the casting to ensure alloy fluidity.
Considerations for Die Casting Conditions: Die casting machine, die casting alloy, and die casting mold are the three key elements of die casting production, and none can be missing. The so-called die casting process is to organically integrate these three key elements to stably, rhythmically, and efficiently produce castings with good appearance, inherent quality, and dimensions that meet the specifications or agreement requirements, or even high-quality castings.
Material melting temperature, mold temperature during injection, and molten liquid temperature; Finally, the condition of the die-cast product needs to be rectified to obtain a perfect part.
Principles for selecting the working temperature of the die casting mold:
- If the mold temperature is too low, the internal structure of the casting is loose, the air is difficult to discharge, and it is difficult to form.
- If the mold temperature is too high, the internal structure of the casting is dense, but the casting is easy to “weld” to the mold cavity, stick to the mold, and it is not easy to de-mold the casting. At the same time, high temperature can cause the mold body itself to expand, affecting the dimensional accuracy of the casting.
- The mold temperature should be chosen within an appropriate range and generally controlled at a constant temperature after appropriate testing.
Considerations for Die Casting Conditions can be simply summarized into two aspects:
- Material melting temperature,
- mold temperature during injection, and molten liquid temperature.
Process:
Pressure die casting, or simply die casting, essentially involves filling the die casting mold with liquid or semi-liquid metal at high pressure and high speed. The metal then forms and solidifies under pressure to produce a cast part.
Characteristics High pressure and high speed filling of the die casting mold are the two main features of die casting. The common pressure ratios used range from a few thousand to tens of thousands of kPa, and even up to 2×105 kPa. The filling speed is about 10-50 m/s, and sometimes it can reach over 100 m/s. The filling time is very short, generally within the range of 0.01-0.2s. Compared with other casting methods, die casting has the following advantages:
Advantages:
- Good product quality Die castings have high dimensional accuracy, generally equivalent to level 6-7, and even up to level 4. The surface finish is good, generally equivalent to level 5-8. The strength and hardness are higher, with the strength generally 25-30% higher than sand casting, but the elongation decreases by about 70%. The dimensions are stable and the interchangeability is good. Thin-walled complex castings can be die cast. For example, the minimum wall thickness of current zinc alloy die castings can reach 0.3mm, aluminum alloy castings can reach 0.5mm, the smallest castable hole diameter is 0.7mm, and the minimum thread pitch is 0.75mm.
- High production efficiency The production rate of the machine is high. For example, the domestic JⅢ3 type horizontal cold chamber die casting machine can die cast 600-700 times in an average of eight hours, and a small hot chamber die casting machine can die cast 3000-7000 times in an average of eight hours. The die casting mold has a long life, with a life span of several hundred thousand times or even millions of times for a pair of die casting molds die casting bell alloys. It is easy to achieve mechanization and automation.
- Good economic effect Since die castings have precise dimensions and smooth surface, they can usually be used directly without further machining, or with very little machining. This not only improves metal utilization, but also reduces a lot of machining equipment and working hours. The price of castings is cheap. It is possible to use combined die casting with other metals or non-metal materials, which saves assembly working hours and saves metal.
Die casting has many advantages, but there are also some shortcomings that need to be addressed.
Disadvantages For instance, 1). During die casting, due to the high speed of liquid metal filling the mold cavity and the unstable flow, the die casting method often produces porosity in the castings, making them unsuitable for heat treatment. 2). Die casting complex recessed castings can be difficult. 3). For high-melting point alloys (such as copper, ferrous metals), the life of the die casting mold is relatively low. 4). It is not suitable for small batch production. The main reason is that the cost of manufacturing die casting molds is high and the production efficiency of die casting machines is high, so small batch production is uneconomical.
Scope of Application and Development Trend Die casting is one of the most advanced metal forming methods and an effective way to achieve less cutting and no cutting. Its applications are wide and its development is fast. The dimensions and weight of the castings depend on the power of the die casting machine. With the continuous increase in the power of die casting machines, the dimensions of castings can range from a few millimeters to 1-2m, and the weight can range from a few grams to tens of kilograms. Foreign countries can die-cast aluminum castings with a diameter of 2m and a weight of 50kg.
Die castings are no longer limited to the automobile industry and instrument industry, and gradually expand to other various industrial sectors, such as agricultural machinery, machine tool industry, electronics industry, defense industry, computers, medical devices, clocks, cameras, and daily hardware, and dozens of other industries, specifically including: automotive parts, furniture accessories, bathroom accessories, lamp parts, toys, razors, tie clips, electrical and electronic parts, belt buckles, watch cases, metal decorations, locks, zippers, etc. In die casting technology, new processes have appeared, such as vacuum die casting, oxygen-filled die casting, fine speed and tight die casting, and the use of soluble cores.